





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Tianhui Machine Co.,Ltd
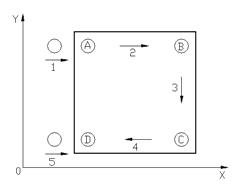
Figure 5 hole machining positioning route
5. Workpiece installation and fixture selection1) Mounting of the workpiece
1 Strive to meet the benchmarking principles of design basis, process benchmark, installation baseline, and workpiece coordinate system.2 Reduce the number of clamping times, as far as possible to process all the surfaces to be processed after one clamping.
3 Use special fixtures whenever possible to reduce the time required for chucking and adjustment.2) Selection of fixtures
According to the processing characteristics of the CNC machine tool, coordinate the relationship between the fixture coordinate system, the machine coordinate system and the workpiece coordinate system, in addition to the following points:1 For small batch processing of parts, try to use combination fixtures, adjustable fixtures and other general fixtures.
2 Specialized fixtures are considered for batch production, which is convenient for loading and unloading.3 The positioning of the clamp and the clamping mechanism components must not affect the tool movement.
4 Handling and unloading parts should be convenient and reliable. Pneumatic clamps, hydraulic clamps and multi-station clamps can be used for batch production.
Previous page

November 18, 2024
November 11, 2024
Bu tedarikçi için e-posta
November 18, 2024
November 11, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.