





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Tianhui Machine Co.,Ltd
The machine body is the main part of the CNC machine tool. All kinds of movements and movement instructions from numerical control devices must be converted into real and accurate mechanical movements and movements by the machine body to achieve the functions of CNC machine tools and ensure the performance requirements of CNC machine tools.
The machine body of a CNC machine tool consists of the following components:
(1) The main drive system, its function is to achieve the main movement.
(2) Feed system, its function is to achieve feed movement.
(3) Basic machine parts, usually bed, base, uprights, slides, tables, etc. Its function is to support the zero and parts of the machine body, and to ensure that these zero and parts occupy the exact position in the cutting process.
(4) Devices that perform certain component actions and some auxiliary functions, such as hydraulic, pneumatic, lubrication, cooling, and protection, chip removal, and other devices.
(5) Devices and accessories that realize the rotation and indexing of workpieces, such as rotary tables.
(6) Magazines, tool holders and automatic tool changer (ATC).
(7) Automatic pallet changer (APC).
(8) Special function devices such as tool breakage detection, precision detection and monitoring devices.
Among them, the basic parts of the machine tool, the main drive system, the feed system, and auxiliary devices such as hydraulic pressure, lubrication, and cooling are the basic components of the machine tool body that constitutes the numerical control machine tool. Other components are selected according to the functions and requirements of the numerical control machine tool. Although the basic composition of the machine tool body of a CNC machine tool is very similar to that of a traditional machine tool, there is a huge gap between the requirements of the function and performance of the CNC machine tool and the traditional machine tool. Therefore, the overall layout, structure and performance of the machine tool body of the CNC machine tool are different. There are many obvious differences with traditional machine tools, and there are many completely new mechanical structures and components that adapt to the features of CNC machine tools.
CNC machine tools are a high-precision, high-efficiency automated processing equipment. Although CNC machine tools are expensive and one-off investments are huge, they are still commonly used by machinery manufacturers and have achieved very good economic benefits. The reason is that CNC machine tools can automate high-precision, high-quality, and high-efficiency solutions to small and medium-sized machines. Batch processing problems. The development of numerical control technology, servo drive technology and application on the machine tool provide possibilities for the automation, high precision, and high efficiency of CNC machine tools. However, if the possibility becomes a reality, the mechanical structure of CNC machine tools must be excellent. The characteristics can be guaranteed. These characteristics include the static stiffness of the structure, vibration resistance, thermal stability, the smoothness of low-speed movement, friction characteristics during movement, geometric accuracy, and transmission accuracy.
First, improve the static stiffness of the machine structure
The static stiffness of the machine tool structure refers to the ability of the machine tool to resist deformation under the action of cutting forces and other forces.
In the machining process, the machine tool is affected by a variety of external forces, including the weight of the moving parts and the workpiece, cutting force, driving force, inertial force during acceleration and deceleration, and frictional resistance. The various parts of the machine tool will be deformed under the action of these forces, such as the bending and torsional deformation of the base parts, the local deformation of the support members, and the contact deformation of the fixed connecting surface and the moving mating surface. These deformations will directly or indirectly cause relative displacement between the tool and the workpiece, destroy the correct position of the tool and the workpiece originally occupied, thereby affecting the machining accuracy of the machine tool and the characteristics of the cutting process. Therefore, improving the machine tool's static stiffness is the machine tool structure. General requirements for design. The high power and high speed of the CNC machine tool to obtain high efficiency make it suffer from various external force loads. Moreover, the automation of the machining process also makes the machining error unable to be corrected and compensated by manual intervention. Therefore, the numerical control machine tool The effect of deformation on the machining accuracy will be even more severe. In order to ensure the stable and high precision of CNC machine tools in automated and high-efficiency cutting conditions, the mechanical structure should have a higher static stiffness, and the standards stipulate that the stiffness coefficient of CNC machine tools should be 50% higher than similar ordinary machine tools.
1 . Rationally design the cross-sectional shape and dimensions of the basic parts and adopt a reasonable rib structure
Under the external force of the machine tool, the basic parts will bear the bending and torsional loads. The bending and torsion deformation will depend on the bending and torsional moment of inertia of the base part. The moment of inertia of the bending and torsion is large, and the deformation is Small, high stiffness. Table 5-1 lists the moments of inertia of different cross-sectional shapes and dimensions when the cross-sectional areas are the same (ie, the same weight). From the data in the table, it can be seen that when the shape and cross-sectional area are the same, reducing the wall thickness and increasing the sectional profile size can greatly increase the stiffness; the stiffness of the closed section is much higher than that of the unclosed section; the torsion of the circular section is The stiffness is higher than that of a square section, and the bending stiffness is lower than that of a square section; the rectangular section has a high bending stiffness in a large dimension. Therefore, by reasonably designing the cross-sectional shape and size, the structural static stiffness of the base part can be greatly improved.
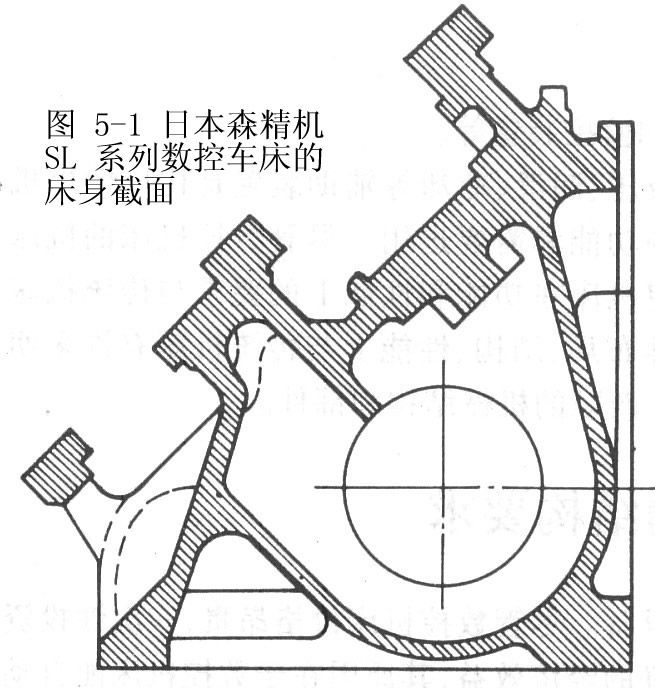
Figure 5-1 shows the cross-section of the bed of the Mori Seiki SL series CNC lathe. The bed rails are arranged obliquely to improve the chip removal conditions. At the same time, the cross-sectional shape adopts a closed box structure, thereby increasing the cross-section of the bed. The outer contour size makes the bed highly resistant to bending and torsional stiffness. This tilted arrangement is commonly used for CNC lathes.

Figure 5-2 shows a commonly used framed column structure in a horizontal machining center. Viewed from the front, the cross-section of the pillar is a closed frame shape with a large size of the profile, so as to ensure the torsional load generated by the cutting torque with a high torsional rigidity. From the top-down cross-section, the cross-sectional shape of the two columns is rectangular, and the direction in which the rectangular size is large is the direction of the large bending load due to the cutting force. Therefore, this structure has a very high rigidity.

The rational arrangement of the ribs of the base part can increase the static stiffness. Table 5-2 shows the relative static stiffness of several different ribs of the column. It can be seen from the table that the longitudinal ribs can improve the bending and torsional rigidity of the column and the effect of improving the torsional stiffness is more significant; diagonal diagonal ribs and diagonal cross ribs are more effective in improving the stiffness of the column. .
Table 5-2 Static stiffness comparison of columns with different ribs

Figure 5-3 shows a cross-section of two vertical machining center columns. Due to the combination of bending and twisting loads on the column, the cross-section adopts a close-to-square closed shape. In order to further improve the bending and torsional stiffness, the interior uses an oblique double wall (equivalent to a diagonal longitudinal rib) and a diagonal cross rib. board. Therefore, both columns have high bending and torsional stiffness.

(a) XK-716 Vertical Machining Center; (b) STAMA MCll8 Vertical Machining Center
Figure 5-3 Cross section of column
The rational arrangement of the ribs can also increase the local stiffness of the base part. Figure 5-4 shows the structure of the bed used by the Mitsui Precision HS 6A Super Precision Heavy Cutting Horizontal Machining Center. The bed is a monolithic structure with a closed box structure in the cross section and the overall structure is very rigid. In order to strengthen the local rigidity of the rail connection, two Y-shaped diagonal bars are used to support the rails.

Figure 5-4 Bed structure of Mitsui Seiko HS 6A machining center
2 . Adopt a reasonable structure layout to improve the stress state of the machine tool and improve the static stiffness of the machine tool
If the external forces such as cutting force and dead weight are the same, if the force state of the machine tool can be improved and the deformation is reduced, the purpose of improving the rigidity can be achieved. Taking a machine tool spindle as an example, if the other conditions are not changed, shortening the overhang length of the spindle front end can reduce the bending moment experienced by the spindle, thereby reducing the deflection of the spindle front end and increasing the rigidity of the spindle.
The use of a reasonable layout of the machine tool can significantly improve the stress condition of the machine tool and increase the stiffness of the machine tool.
Figure 5-5 shows the analysis of the force conditions of a traditional lathe bed layout (see Figure 5-5(a)) and a CNC lathe bed layout (Figure 5-5(b)).

Figure 5-5 lathe bed layout
Sets the cross-sectional area of the bed and the moment of inertia and the cutting force P to be equal to it. For the traditional lathe, horizontal layout of the bed, the torque on the bed is  :
:
 (5-1)
(5-1)
For CNC lathes, the tilting bed layout, set the angle β, the torque on the bed is  :
:
 (5-2)
(5-2) Comparison formula (5-1) and formula (5-2) can be seen that the tilted CNC lathe bed is subjected to a smaller torque than the horizontal layout of the traditional lathe bed, and the rigidity of the machine tool is thus obtained. improve.
Figure 5-6 shows the layout of a traditional horizontal boring and milling machine and the comparison of the structural layout of a horizontal machining center (horizontal automatic tool change CNC boring and milling machine).
The traditional horizontal boring and milling machine, because the spindle box is hung on the side of the column from one side, the weight of the spindle box will cause the column to bear the bending moment  , cutting force will make the column withstand torque
, cutting force will make the column withstand torque ![]() The layout of the machining center causes the spindle center of the spindle box to be located in the plane of symmetry of the column, and the column no longer bears the bending moment generated by the weight of the spindle box and the torque generated by the cutting force, thereby improving the stress state of the column and reducing The bending and torsion deformation of the column is small, and the rigidity is improved.
The layout of the machining center causes the spindle center of the spindle box to be located in the plane of symmetry of the column, and the column no longer bears the bending moment generated by the weight of the spindle box and the torque generated by the cutting force, thereby improving the stress state of the column and reducing The bending and torsion deformation of the column is small, and the rigidity is improved.

Figure 5-6 Comparison of the layout of horizontal boring and milling machines and horizontal machining centers
3 . Compensate for static deformation of zeros and components
Under the influence of external forces, the deformation of the machine tool is unavoidable. If measures can be taken to reduce the influence of deformation on the machining accuracy, the result is equivalent to an increase in the rigidity of the machine tool. According to this idea, many methods have been developed to compensate for the static deformation of zeros and components. This method is commonly used to compensate for static deformation caused by its own weight.
As shown in Fig. 5-7, the large-sized portal milling machine has the largest bending deformation (concave) when the main shaft component moves to the center of the beam. For this purpose, the beam guide can be processed into a parabola with a convex middle, or the main guide can be pre-adjusted into a convex parabola by installing auxiliary beams and pre-correction screws inside the cross beam. This can compensate for the movement of the headstock into the middle of the beam. The resulting bending deformation (Figure 5-7(a)).
In order to compensate for the influence of the weight of the headstock, it is also possible to use counterweights or other counterbalancing forces to counteract some of the weight directly acting on the crossmember, thereby reducing the bending deformation of the crosshead due to the weight of the headstock (Figure 5-7). b)).
4 . Improve the contact stiffness of machine components
There will always be macroscopic and microscopic unevenness between the fixed connecting surface of the machine parts and the joint surface of the moving pair. The real contact between the two surfaces is only some high points, and the actual contact area is smaller than the area of the two contact surfaces (nominal contact) Area). Therefore, when carrying, the pressure acting on these contact points is much stronger than the average pressure, resulting in contact deformation. The ratio of the average pressure p to the distortion δ is called the contact stiffness.  , which is
, which is
 (5-3)
(5-3) Since the machine tool always has a large number of static and dynamic connection surfaces, if it does not pay attention to improving the contact stiffness, the contact deformation of the connection surfaces will greatly reduce the overall rigidity of the machine tool, and have a very adverse effect on the machining accuracy.

Figure 5-7 Beam bending deformation compensation
The fundamental factor affecting the contact stiffness is the size of the actual contact area. Any method that increases the actual contact area can effectively increase the contact stiffness. For example, the guideway of the machine tool often employs a manual scraping process as the final finishing process. Through scraping, the contact point per unit area can be increased, and the contact points can be evenly distributed, thereby increasing the actual contact area of the secondary joint surface of the guide rail and improving the contact. Stiffness. Another example is the use of rolling bearings as the supporting main shaft components. The pre-tightening structure must be designed to adjust the bearing clearance so that the bearings can operate under preload conditions to increase the support stiffness of the main shaft. Pre-loading increases the area of the actual contact point, so as to achieve the purpose of improving the contact stiffness. The use of screwed fixed connection surfaces, the rational arrangement of a certain number of bolts, and strict requirements on the tightening torque of bolts to ensure proper pre-tightening force are also measures that are often used to increase the contact stiffness.
5. Steel plate welding structure
For a long time, the basic parts of machine tools have mainly used cast iron parts. In recent years, the tendency to replace cast iron components with steel plate welded structures has been expanding. From the application of heavy-duty and super-heavy machine tools in single and small batches, it has gradually evolved into medium-sized machine tools with a certain number of batches.
Table 5-3 shows the comparison results of the rigidity of the welding bed and casting bed of the Star-Turn 1200 CNC lathe. From the results, the rigidity of the welded bed is higher than that of the cast bed. This is because the ribs of the two types of bed are different, and the welded structure of the steel plate is easy to adopt. The structure of the numerically-controlled machine tool and the layout of the ribs that are most conducive to improving the rigidity of the fifth-generation CNC machine tool can fully utilize the wall plate and ribs. The effect of resistance to deformation; welding structure also does not need to cast the sand required for the structure, it is possible to make the basic part of the box structure completely closed. In addition, the elastic modulus E of the steel plate is  MPa , while the elastic modulus of cast iron E only
MPa , while the elastic modulus of cast iron E only  In MPa, the two are almost equal to one another, E = σ / ε. When the stress σ is the same, the strain ε produced by E is large, and the size of E reflects the material's ability to resist elastic deformation. Therefore, when the structure is the same, the stiffness of the material with a large E value is high.
In MPa, the two are almost equal to one another, E = σ / ε. When the stress σ is the same, the strain ε produced by E is large, and the size of E reflects the material's ability to resist elastic deformation. Therefore, when the structure is the same, the stiffness of the material with a large E value is high.
Table 5-3 Comparison of Stiffness Between Welded and Cast Beds

Second, improve the vibration resistance of the machine tool structure
The vibration of the machine tool will leave a chatter mark on the surface of the workpiece being machined, affecting the surface quality of the workpiece. In severe cases, the machining process will be difficult to carry on. Two types of vibrations may occur during machining: Forced and self-excited vibrations. The vibration resistance of a machine tool refers to its ability to resist both types of vibration.
Forced vibration is a vibration that is forced by various dynamic forces (such as the unbalanced force of a high-speed rotating part, the reversing impact force of a reciprocating part, the cutting force of a periodic change, etc.). If the frequency of the dynamic force coincides with the natural frequency of a part of the machine tool, resonance will occur. The ability of a machine tool structure to resist forced vibration can be expressed in terms of dynamic stiffness.
Self-excited vibration is the vibration that is excited by the cutting process itself when the dynamic force is applied. The frequency of self-excited vibration is close to or slightly higher than the low-order natural frequency of the main vibration mode of the machine tool, and the amplitude is larger, which has a very adverse effect on the machining process. When the rigidity of the machine tool, the cutting angle of the tool, the workpiece and the tool material, the cutting speed and the feed amount are all constant, the main factor affecting the self-excited vibration is the cutting width b, therefore, the maximum cutting width without self-excited vibration can be achieved. Critical cutting width  , as an indicator to judge the cutting stability of the machine (the ability to resist self-excited vibration).
, as an indicator to judge the cutting stability of the machine (the ability to resist self-excited vibration).
High-speed cutting is the direct cause of dynamic forces, and strong cutting also means large cutting widths. In the pursuit of high speed and high cutting efficiency, CNC machine tools have also buried the root cause of forced vibration and self-excited vibration. The automation of the cutting process makes it difficult to control and eliminate the vibration by the hand. The numerically controlled machine tool can only rely on the high vibration resistance of its own machine tool structure to reduce and overcome the influence of vibration on the machining accuracy and the machining process.
To improve the vibration resistance of the machine tool, we can start from improving static stiffness, natural frequency and increasing damping. The measures to increase the static stiffness have been described in detail earlier. Because of the natural frequency  (where K is the static stiffness and m is the structural mass), so when the static stiffness is increased, the weight of the structural part can be relatively reduced, ie, increasing the stiffness per unit weight can increase the natural frequency. The previously mentioned rational arrangement of ribs, the use of steel plate welded structures to improve the static stiffness measures, can also achieve the purpose of increasing the natural frequency. The following will mainly introduce the measures taken by CNC machine tools to increase damping.
(where K is the static stiffness and m is the structural mass), so when the static stiffness is increased, the weight of the structural part can be relatively reduced, ie, increasing the stiffness per unit weight can increase the natural frequency. The previously mentioned rational arrangement of ribs, the use of steel plate welded structures to improve the static stiffness measures, can also achieve the purpose of increasing the natural frequency. The following will mainly introduce the measures taken by CNC machine tools to increase damping.
1 . Basic part cavity filling mud core, concrete and other damping materials

Figure 5-8 Comparison of the dynamic characteristics of two types of lathes
Filling the core and concrete in the interior of the basic part can use the relative friction to dissipate the vibrational energy when vibrating, thereby improving the damping characteristics of the structure. Figure 5-8 shows the comparison of the structure and dynamic characteristics of the lathe bed for two types of lathes. The damping of the bed filled with mud cores is significantly increased. Figure 5-9 shows the base and bed structure of the DNE 480L CNC lathe. The internal frictional damping of the concrete filled in the base is relatively high, and the bed with sealing sand is added, making the machine tool highly resistant to vibration. .

2 . Surface with damping coating
For the bending vibration structure, a layer of viscous material with high internal damping and high elasticity (such as cement mortar made of bitumen, polymer and paint putty, etc.) is sprayed on the surface, and the coating thickness is The bigger, the greater the damping. The damping coating can not only change the structure and stiffness of the original design, but also obtain a higher damping ratio. The damping ratio 可达 can reach 0.05~0.1. This measure is commonly used for structural welding of steel plates.
3 . Using new materials to make basic parts
In the last 10 years, Germany and Switzerland have made progress in the application of polymer concrete in the manufacture of basic parts. BURKHARUT&WEBER AG made the acrylic resin concrete bed for the HYDRO80 NC W-type machining center. Its dynamic stiffness is 6 times higher than that of cast iron parts. STUDER, a precision grinding machine manufacturer in Switzerland, made the resin-concrete bed of the S40 and S50 series of CNC cylindrical grinders, featuring high rigidity, good vibration resistance, chemical resistance and heat resistance.
4 . Make full use of the damping between joints
In the welded structure, intermittent welding is used between the wall plate and the ribs (namely, one section of welding, one section of air, and one section of welding). When the empty section vibrates, they will rub against each other, and the vibration energy can be consumed to obtain good damping characteristics.
Third, reduce the thermal deformation of the machine tool
Thermal expansion is an inherent property of various metallic and non-metallic materials. When the machine tool is in operation, there are many parts and parts that generate a large amount of heat, such as motors, rolling bearings, cuttings, cutting positions of tools and workpieces, and hydraulic systems. These heat-generating parts and parts are called heat sources. The heat generated by the heat source is transmitted to various parts of the machine tool through conduction, convection, and radiation, causing temperature rise and thermal expansion. Due to the uneven heat source distribution, the heat generated by each heat source is not equal, the quality of parts and components is not uniform, and the temperature rise of various parts of the machine tool is inconsistent, resulting in non-uniform temperature field and uneven thermal expansion deformation, resulting in damage to the tool and the workpiece. The correct relative position affects the machining accuracy.
CNC machine tool spindle speed, feed rate is much higher than the traditional machine tools, and the amount of hot cuttings generated by a large amount of cutting heat, so the heat is much more serious than the traditional machine tools, and thermal deformation of the processing accuracy is often difficult to correct by the operator, so How to reduce the thermal deformation of the machine tool should be given special attention.
1 . Improve machine layout and structural design
(1) Using a thermally symmetrical structure
This structure is symmetrical with respect to the heat source. In this way, when the thermal deformation occurs, the position of the symmetry line of the rotation center of the workpiece or the tool can be ensured, thereby reducing the influence of the thermal deformation on the machining accuracy. The most typical example is the frame type double column structure adopted by many horizontal machining centers. The headstock is embedded in the frame column (see Figure 5-9), and the left and right guide rails of the column are positioned on the two inner sides. During thermal deformation, The position of the spindle center in the horizontal direction remains unchanged, thereby reducing the effect of thermal deformation.
(2) Pre-stretched ball screw structure
The ball screw in the CNC machine tool works under conditions of large preload, high rotation speed, and poor heat dissipation, and is prone to heat. The heat elongation of the ball screw directly affects the positioning accuracy of the feed system. Pre-stretching can reduce the thermal deformation of the screw. In this method, when the ball screw is processed, the thread pitch is slightly smaller than the nominal value. When the assembly is performed, the screw is pre-stretched. Even if the pitch value reaches a nominal value, when the screw work is heated, the tensile stress in the screw is compensated. Thermal stress reduces thermal elongation.
(3) Minimize internal heat sources in machine layout
The heat source of the internal heat source is the main cause of thermal deformation. Therefore, in the layout design of the machine tool, heat sources should be separated from the host as much as possible. For example, motors, transmissions, hydraulic pump stations, etc., should be placed outside the machine mainframe.
The hot chips produced during the processing are a non-negligible heat source. In the layout of the machine tool, it should be considered to make the chip fluent. An automatic chip evacuation device should be set to discharge the chip outside the machine at any time. At the same time, a heat shield should be set on the workbench or guide rail to make the CNC technology.
The heat of the chips is isolated outside the machine. The slanted bed, flat bed, and inclined sled structure used in the CNC lathes shown in Figure 5-10, with inclined guards and automatic chip removal devices, are typical examples of this measure.

(a) Inclined bed; (b) Flat bed and inclined skateboards
Figure 5-10 Bed and Slider Structure of CNC Lathe
2 . Controlling temperature rise
It is a measure to reduce the effect of thermal deformation on various types of CNC machine tools by taking measures such as heat dissipation, air cooling, and liquid cooling to control the temperature rise of the heat-generating parts of the machine tool to absorb the heat generated by the heat source. Among them, forced cooling is a more effective method. The so-called forced cooling, is the use of cooling device to cool the lubricating oil or coolant, and then send the lubricant to the friction pair lubrication or send the coolant to the cutting site to cool.
3 . Thermal deformation compensation
Predicting the law of thermal deformation, establishing a mathematical model and storing it in a computer for real-time compensation. The thermal deformation additional correction device has been supplied as a commodity on foreign products. Figure 5-11 shows the thermal deformation automatic compensation and correction device of Osaka Machine, Japan.
Fourth, improve the friction characteristics of the movement guide pair
The machine tool guide is one of the basic elements of the machine tool. The machining accuracy and service life of a machine tool depend to a large extent on the quality of the machine tool guide rails, and higher requirements are placed on the guide rails of numerically-controlled machine tools, such as: no vibration at high-speed feed, no creep at low feed, and high Sensitivity, can work continuously under heavy load for a long time; wear resistance is high, accuracy is better and so on. These are related to the friction characteristics of the guide rail pair, requiring a small friction coefficient and a small difference in static and dynamic friction coefficients. The rails used in modern CNC machine tools mainly include plastic sliding guides, rolling guides and static pressure guides.
(a) plastic sliding guide
The plastic sliding guides used in CNC machine tools are cast-plastic sliding guides and steel-plastic sliding guides. Plastic slide rails are commonly used on the guide rails for the movement of the guide rails. The matching metal rails are cast iron or steel. Cast iron brand HT300, surface hardened to HRC45~50, surface roughness to  0.20~0.10;Steel rails commonly used 50 steel or other alloy steel, hardened to HRC58~62. The plastic on the guide rails is commonly used in two types of PTFE track soft tapes and epoxy wear guide rail coatings.
0.20~0.10;Steel rails commonly used 50 steel or other alloy steel, hardened to HRC58~62. The plastic on the guide rails is commonly used in two types of PTFE track soft tapes and epoxy wear guide rail coatings.

(a) Axial compensation; (b) Column heat balance compensation
Figure 5-11 Thermal deformation automatic compensation device
1 . PTFE track soft tape
The PTFE track soft tape is based on PTFE. It is mixed with bronze powder, molybdenum disulfide and graphite and other fillers to form a soft ribbon. This soft comes with the following features:
(1) Good friction characteristics
Fig. 5-12 shows the friction speed curve measured by three different friction pair tests at the Guangzhou Machine Tool Research Institute. Turcite-B and TSF are PTFE produced by the SHAMBAN company and Guangzhou Machine Tool Research Institute respectively. Guide rails. As can be seen from the figure, the friction coefficient of the friction pair using the PTFE track soft tape is small, the static and dynamic friction coefficient difference is small, and the slope of the curve is positive. This good frictional property prevents the rails from crawling at low speeds, making the operation smooth and achieving high positioning accuracy.

Figure 5-12 Friction-speed curve
1 Cast Iron - Cast Iron (  Motor oil) 2 - Turcite-B cast iron (dry friction);
Motor oil) 2 - Turcite-B cast iron (dry friction);
3 — Turcite-B- cast iron ( Engine oil) 4 - TSF- cast iron (dry friction);
5 — TSF-Cast Iron ( Oil
(2) Good wear resistance
The PTFE track soft tape contains bronze, molybdenum disulfide and graphite, which has a self-lubricating function and has a low requirement for the oil supply of the lubricating oil. In addition, the plastic texture is soft, and even if embedded metal debris, dust, etc., will not damage the metal guide surface and the soft band itself, can extend the life of the guide rail pair.
(3) Good vibration damping
The damping properties of plastics are good, and its performance of vibration damping and muffler is of great significance to increase the relative movement speed of the guide rails.
(4) Good craftsmanship
It can reduce the hardness and surface quality requirements of metal substrates to be bonded to plastics, and the plastics can be easily machined (milled, planed, ground, scraped) to obtain excellent surface quality on the sub-contact surface of the guide rails.
The use of soft rails is simple. First, the guide rail surface is machined to have a surface roughness of From 3.2 to 1.6, in order to position the flexible tape, the guide surface should be machined to a depth of 0.5 to 1.0 mm, as shown in Figure 5-13. Then, after the adhesive surface is cleaned with gasoline or metal cleaner or acetone, adhesive is used to bond, pressurize the initial curing for 1 to 2 hours and then close to the matching fixed rail or special fixture, apply a certain pressure, and at room temperature Cure for 24 hours, remove the remaining glue, you can open the tank and finishing. Because this type of rail soft tape adopts a sticking method, it is customarily called a "plastic rail".

Figure 5-13 Bonding of Flexible Tape Guides
2 . Epoxy wear guide coating
Epoxy wear-resisting guide rail coating is based on epoxy resin and molybdenum disulfide, adding plasticizer, mixed into liquid or paste as a group, and curing agent as another component of two-component plastic coating. Floor. It has good machinability, can be processed by car, milling, planing, drilling, grinding and scraping; it also has good frictional characteristics and wear resistance, and its compressive strength is higher than that of polytetrafluoroethylene guide rails. When the volume does not shrink, the size is stable. In particular, it is possible to inject paint after adjusting the relative positional accuracy between the fixed guide rail and the motion guide rail. This saves a lot of processing man-hours and is therefore particularly suitable for heavy-duty machine tools and complicated fitting surfaces that cannot be used with guide rails.
The wear guide rail coating process is also very simple. First, rough or rough-cut the rail coating surface as shown in Figure 5-14.

Figure 5-14 Injection Rail
1—slide; 2—strip; 3—injection layer
The rough surface to ensure good adhesion. Then, the metal rail surface (or mold) matching the plastic rail is cleaned with a solvent and coated with a thin layer of silicone oil or a special release agent to prevent adhesion with the wear-resistant coating. The hard-wearing coating material adjusted according to the formula added to the curing agent is applied to the rail surface, and then is superposed on the metal rail surface (or mold) for curing. The template used to form the oil sump and oil chamber can be placed before stacking. After curing for 24 hours, the two guide rails can be separated. After the coating has hardened for three days, it can be processed further. The thickness of the coated surface and the relative position accuracy between the guide surface and other surfaces can be guaranteed by means of equal height blocks or special jigs. Because this type of plastic guide uses a method of scratching or injecting paste-like plastic, it is customarily referred to as "plastic coated rail" or "injected molded rail."
(II) Rolling guide
The rolling guide has a small coefficient of friction (usually around 0.003), a small difference in dynamic and static friction coefficient, and almost no influence of changes in the movement, positioning accuracy and high sensitivity, good accuracy and so on. The scroll guides often used in modern numerical control machine tools include two kinds of rolling guide blocks and linear rolling guides.
1 . Rolling guide block
Rolling guide block is a kind of rolling guide for rolling body to make circular motion. Its structure is shown in Figure 5-15. 1 is the protection plate, the end cap 2 and the guide piece 4 guide the rolling elements (roller 3) back, 5 is the retainer, and 6 is the body. When in use, the rolling guide blocks are installed on the track surface of the moving parts, and each guide track uses at least two pieces. The number of guide rail blocks depends on the length of the guide rails and the size of the load, and the matching guide rails are mostly made of inlaid steel quenched guide rails. When the moving part moves, the roller 3 rolls between the guide surface of the supporting part and the body 6, while rolling around the body 6 at the same time, the roller 3 does not contact with the guide surface of the moving part: therefore, the guide surface needs not to be hardened Polished. The characteristics of the rolling guide block are high rigidity, large bearing capacity, and easy disassembly and assembly.

Figure 5-15 Structure of the rolling guide block
1 - guard plate; 2 - end cap; 3 - roller; 4 - guide plate; 5 - retainer; 6 - body
2 . Linear rolling guide
The linear rolling guide rail is a new type of rolling guide rail that has emerged in recent years. Its structure is shown in Figure 5-16. It is mainly composed of a guide rail body 1, a slider 7, a ball 4, a retainer 3, and an end cap 6. Because it combines the support rail and the motion rail, it is also called a unit type linear roller guide as an independent standard rail subassembly (unit) manufactured by a special manufacturer. In use, the guide rail body is fixed on the non-moving part and the slider is fixed on the moving part. When the slider moves along the guide rail body, the ball rolls in the straight groove between the guide rail body and the slider, and passes through the raceway in the end cap from the working load area to the non-work load area, and then scrolls back to the CNC. The structure of the machine tool and the transfer load area continuously circulate, and thus the movement between the guide rail body and the slider becomes the rolling of the ball.

Figure 5-16 Structure of the Linear Rolling Guide
1 - Guide rail body; 2 - Side seals; 3 - Retainer; 4 - Ball;
5 - end seals; 6 - end caps; 7 - sliders; 8 - lube cups
In addition to the common advantages of the general rolling guide, the unit type linear rolling guide has the following features:
(1) Self-adjustment capability, large allowable error on installation base.
(2) High manufacturing precision.
(3) It can run at high speed and the running speed can be more than 60m/min.
(4) High accuracy can be maintained for a long time.
(5) Preload can be added to increase stiffness.
(III) Static Pressure Guide
The hydrostatic guide rail is provided with pressure oil between two relatively movable guide rail surfaces to float the moving parts so that the guide rail surfaces are in a pure liquid friction state. Due to the different requirements of the bearing, the hydrostatic guide rails are divided into open and closed types.
The working principle of open hydrostatic guide rails is shown in Figure 5-17(a). After the pump 2 starts, the oil is sucked by the oil filter 1 and the pressure of the oil supply is adjusted by the relief valve 3  , and then through the oil filter 4, stepping down through the restrictor 5 to (Oil chamber pressure) Enters the oil chamber of the guide rail and flows out through the gap of the guide rail and returns to the fuel tank 8 . The pressure of the oil chamber forms a buoyancy force to lift the moving part 6 to form a certain guide gap
, and then through the oil filter 4, stepping down through the restrictor 5 to (Oil chamber pressure) Enters the oil chamber of the guide rail and flows out through the gap of the guide rail and returns to the fuel tank 8 . The pressure of the oil chamber forms a buoyancy force to lift the moving part 6 to form a certain guide gap  . When the load increases, the moving parts sink, the rail gap decreases, the hydraulic resistance increases, and the flow decreases, so that the pressure loss when the oil passes through the throttle decreases, and the pressure in the oil chamber decreases. Increase until balance with load W.
. When the load increases, the moving parts sink, the rail gap decreases, the hydraulic resistance increases, and the flow decreases, so that the pressure loss when the oil passes through the throttle decreases, and the pressure in the oil chamber decreases. Increase until balance with load W.

Figure 5-17 Working principle of static pressure rail
1 , 4 - Oil filter; 2 - Oil pump; 3 - Relief valve; 5 - Throttle; 6 - Moving parts; 7 - Fixed part; 8 - Oil tank
Open hydrostatic guides can only withstand vertical loads and have poor ability to withstand subversive moments. Closed hydrostatic guide rails can tolerate large overturning moments, and the guideway rigidity is also high. Its working principle is shown in Figure 5-17(b). When the moving member 6 is subjected to the overturning moment M, the gap between the oil chambers 3, 4 increases, and the gap between the oil chambers 1, 6 decreases. Due to the function of the corresponding throttles, the oil chamber 3 and numerical control technology
The pressure of 4 is reduced and the pressure in the oil chambers 1 and 6 is increased, creating a moment opposite to the overturning moment, which keeps the moving parts balanced. When subjected to the load W, the gap between the oil chambers 1 and 4 decreases, and the pressure increases; the gap between the oil chambers 3 and 6 increases, and the pressure decreases, thereby generating an upward force to balance the load W .
Due to the pure liquid friction between the guide rails, the guide rails will not wear out, the accuracy is good, the service life is long, and the guide rail friction coefficient is very small (about 0.0005), and the power consumption is low. Pressure oil film thickness is almost independent of speed, oil film bearing capacity, high stiffness, good vibration absorption, rails run smoothly, neither crawl nor vibration. However, the structure of the hydrostatic guide rail is complicated and a hydraulic device with a good filtering effect is required, which has a high manufacturing cost.

November 18, 2024
November 11, 2024
Bu tedarikçi için e-posta
November 18, 2024
November 11, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.